
ŚĹďÁ§ĺšłĽŚäõ„Āģ„āī„Éę„Éē„ā∑„É£„Éē„ÉąÔľą„āĻ„ÉĀ„Éľ„Éę„ÄĀ„āę„Éľ„Éú„É≥ԾȄĀĮťē∑ťáéÁúĆťßí„É∂ś†ĻŚłā„Āę„Āā„āčŤá™Á§ĺŚ∑•Ś†ī„ÉĽťßí„É∂ś†ĻŚ∑•Ś†ī„ĀßÁĒüÁĒ£„Āē„āĆ„Ā¶„ĀĄ„āč„ÄāŚĻīťĖď450šłáśú¨ŚČćŚĺĆ„Āģ„ā∑„É£„Éē„Éą„ĀĆšłĖÁēĆ„ĀęÁĺĹ„Āį„Āü„ĀĄ„Ā¶„ĀŹ„ĀĚ„ĀģŤ£ĹťÄ†Ś∑•Á®č„āí„ĀĒÁīĻšĽč„Āó„Āĺ„Āô„Äā
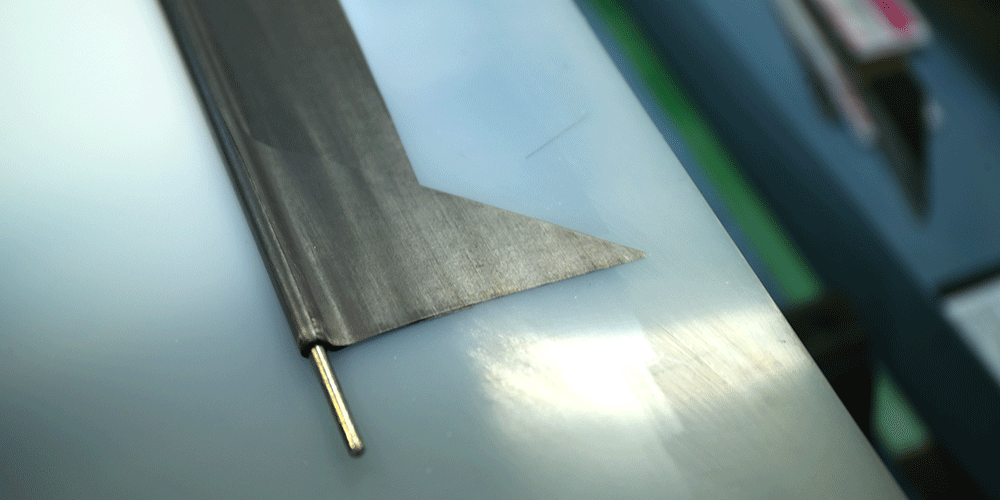
1. ťÄ†Áģ°
ťôź„āä„Ā™„ĀŹÁúüŚÜÜ„ĀęŤŅĎ„ĀĄŚĹĘÁä∂„āíÁĒü„ĀŅŚáļ„ĀôťÄ†Áģ°Ś∑•Á®č„Äā„Éē„Éľ„ÉóśĚźÔľąŚĻÖ60mm„ÉĽŚéö„ĀēÁīĄ0.7mm„ĀģŤĖĄśĚŅԾȄāí„ÉĎ„ā§„ÉóÁä∂„ĀęśąźŚěč„Āó„ÄĀśļ∂śé•„ā퍰ƄĀÜ„Äā
2. Śľē„Āćśäú„Āć
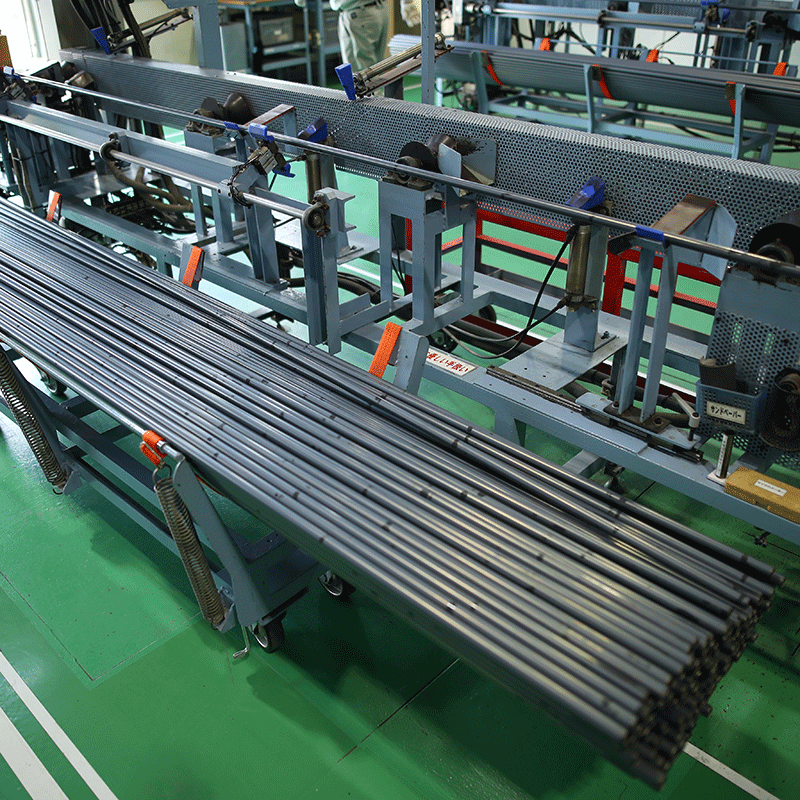
ťÄ†Áģ°ŚĺĆ„ÄĀśļ∂śé•ťÉ®„ĀģÁĶĄÁĻĒ„ÉĽŚ§ĖŚĺĄ„ÉĽŤāČŚéö„āíśĮćśĚź„Ā®ŚźĆšłÄ„Āę„Āô„āč„Āü„āĀ„ÄĀŚľē„Āćśäú„ĀćŚä†Ś∑•„ā퍰ƄĀÜ„Äā360Śļ¶„Ā©„Āď„āí„Ā®„Ā£„Ā¶„āāŚĚᚳĄĀ™ťáĎŚĪěÁĶĄÁĻĒ„āíśĆĀ„Ā§„ā∑„É£„Éē„Éą„Āģ‚ÄúÁī†‚ÄĚ„ĀĆŚģĆśąź„Äā
3. ŤāČŚéöŤ™ŅśēīŚä†Ś∑•
„āī„Éę„Éē„ā°„Éľ„Āģ„Āā„āČ„āÜ„āč„Éč„Éľ„āļ„āíśļÄ„Āü„Āô„ÄĀN.S.PRO„Āģ„ā∑„É£„Éē„Éą„Ā•„ĀŹ„āä„Āģ„ā≠„ÉĘ„Äā„āĻ„ÉĀ„Éľ„Éę„ā∑„É£„Éē„Éą„Āꍮ≠Ť®ąŤá™ÁĒĪŚļ¶„āí„āā„Āü„āČ„Āô„ÄéMSA Technology„ÄŹ„Āę„āą„āä„ā∑„É£„Éē„Éą„ĀģŤāČŚéö„āíŤá™Śú®„ĀꌧȌĆĖ„Āē„Āõ„ÄĀśĪā„āĀ„āČ„āĆ„āčÁČĻśÄß„āíŚáļ„ĀôŚ∑•Á®č„Äā
4. „āĻ„ÉÜ„ÉÉ„ÉĒ„É≥„āį
„ā∑„É£„Éē„Éą„ĀģÁČĻśÄß„āíśĪļ„āĀ„āč„Āü„āĀ„Āęťá捶Ā„Ā™„ā∑„É£„Éē„Éą„ĀģśģĶšĽė„ĀĎ„ÄāMSA TechnologyÔľąŤāČŚéöŤ™ŅśēīԾȄĀ®„Āģ„Éě„ÉÉ„ÉĀ„É≥„āį„Āß„ÄĀ„ā∑„É£„Éē„ÉąÁČĻśÄß„āíŤá™Śú®„Āę„āʄɨ„É≥„āł„Āô„āč„Äā
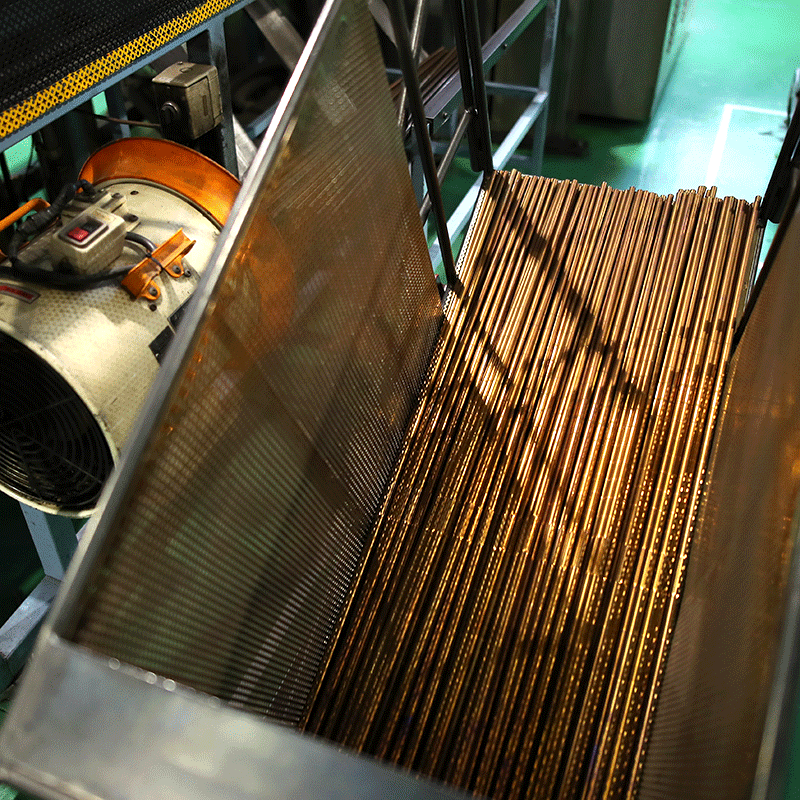
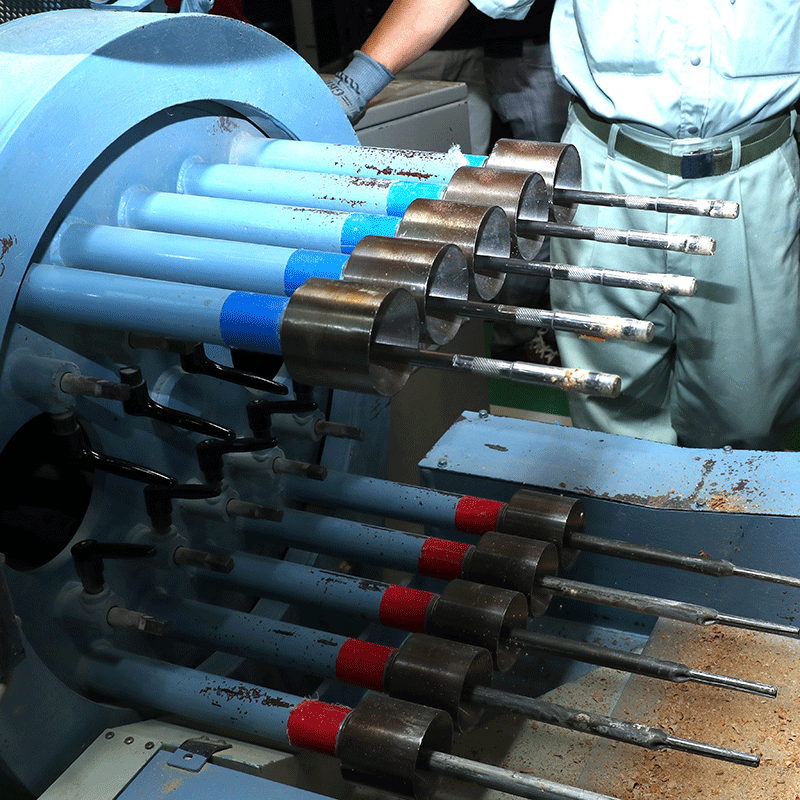
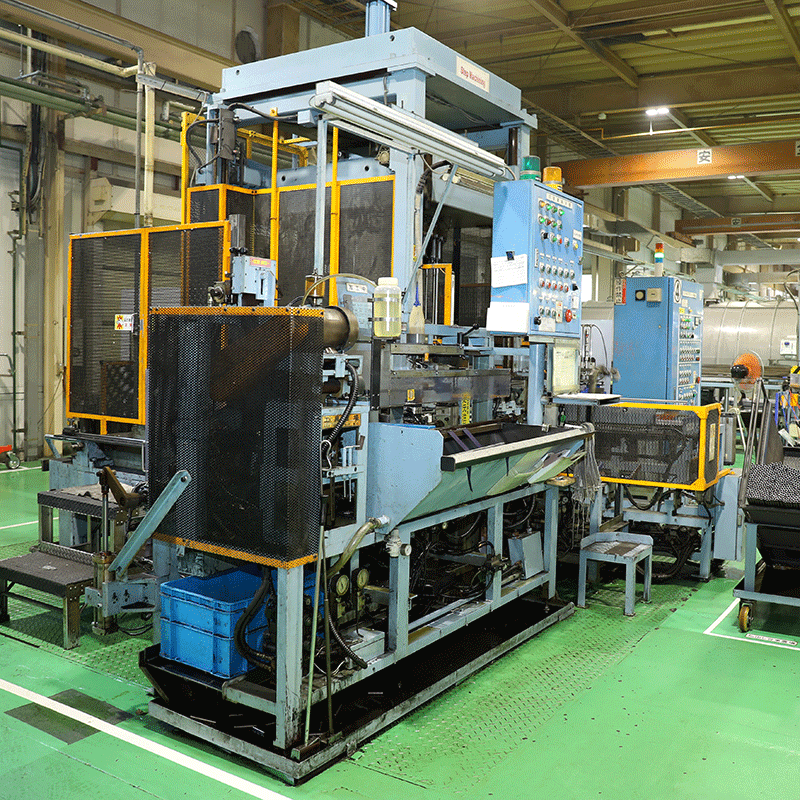
5. ÁÜĪŚá¶ÁźÜ
„ā∑„É£„Éē„Éą„Āꌾ∑„Āē„āíśĆĀ„Āü„Āõ„āčÁĄľ„ĀćŚÖ•„āĆ„ÉĽÁ≤ė„āä„āíśĆĀ„Āü„Āõ„āčÁĄľ„ĀćśąĽ„Āó„ā퍰ƄĀÜÁÜĪŚá¶ÁźÜŚ∑•Á®č„Äāśó•śú¨„ā∑„É£„Éē„ÉąÁ訍ᙄĀģ„ÄéMHT Technology„ÄŹÔľąÁČĻŤ®ĪŚáļť°ėšł≠ԾȄāíŚä†„Āą„āč„Āď„Ā®„Āß„ÄĀÁ≤ė„āä„āāŚľĺ„Āć„āāŤá™ÁĒĪŤá™Śú®„Äā
6. Á†ĒÁ£®
„ā∑„É£„Éē„Éą„ĀģŚ§ĖŤ¶≥„āíśĪļŚģö„Āô„āčÁ†ĒÁ£®Ś∑•Á®č„ÄāÁł¶ś®™šł°śĖĻŚźĎ„ĀßÁ†ĒÁ£®„ā퍰ƄĀĄ„ÄĀÁĺé„Āó„ĀĄ„É°„ÉÉ„ā≠Ť°®ťĚĘ„Āł„ĀģšłčŚúįšĹú„āä„ā퍰ƄĀÜ„Äā
7. „É°„ÉÉ„ā≠
„Éč„ÉÉ„āĪ„Éę„āĮ„É≠„Ɇ„É°„ÉÉ„ā≠Śä†Ś∑•„ā퍰ƄĀĄ„ÄĀŚ§ĖŤ¶≥„ĀęÁĺé„Āó„Āē„āíšłé„Āą„āč„Ā®ŚźĆśôā„Āę„ÄĀŤ°®ťĚĘ„ĀęŤÄźť£üśÄß„āíšłé„Āą„āč„Āü„āĀ„Āģ„É°„ÉÉ„ā≠Śä†Ś∑•„ā퍰ƄĀÜ„Äā

8. Ś§ĖŤ¶≥ś§úśüĽ
śúÄÁĶāŚćįŚą∑ŚČć„Āę„É°„ÉÉ„ā≠ŚĺĆŚŹó„ĀĎŚÖ•„āĆś§úśüĽ„ā퍰ƄĀÜ„ÄāŚŅÖ„Āöšļļ„ĀģÁõģ„ĀßÁīį„Āč„ĀŹ„ÉĀ„āß„ÉÉ„āĮ„ā퍰ƄĀĄ„ÄĀŚįĎ„Āó„Āß„āā„ā≠„āļ„Āģ„Āā„āč„āā„Āģ„ĀĮśĶĀŚáļ„Āē„Āõ„Ā™„ĀĄ„Äā
9. ŚćįŚą∑
„É≠„āīŚćįŚą∑„ā퍰ƄĀÜ„Äā
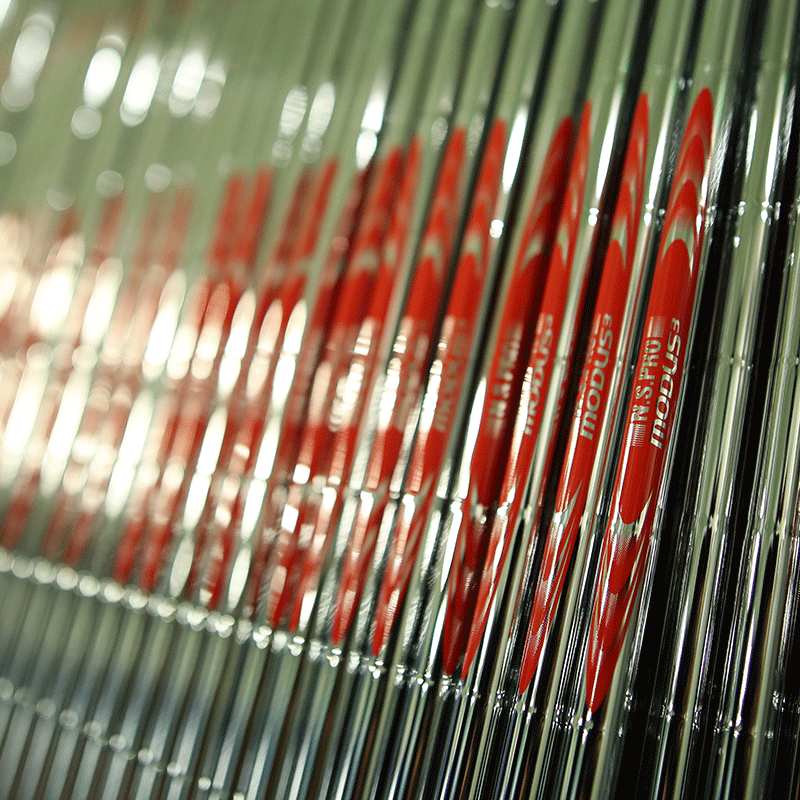
10. Ś§ĖŤ¶≥ś§úśüĽ
śúÄÁĶāŚ§ĖŤ¶≥ś§úśüĽŚ∑•Á®č„ÄāŚĺģÁīį„Ā™„ā≠„āļšłÄ„Ā§Ť®Ī„Āē„Ā™„ĀĄŚé≥„Āó„ĀĄś§úśüĽŚ∑•Á®č„āíÁĶĆ„Ā¶„ÄĀN.S.PRO„Āģ„ā∑„É£„Éē„Éą„ĀĆšłĖÁēĆ„ĀęÁĺĹ„Āį„Āü„ĀĄ„Ā¶„ĀĄ„ĀŹ„Äā

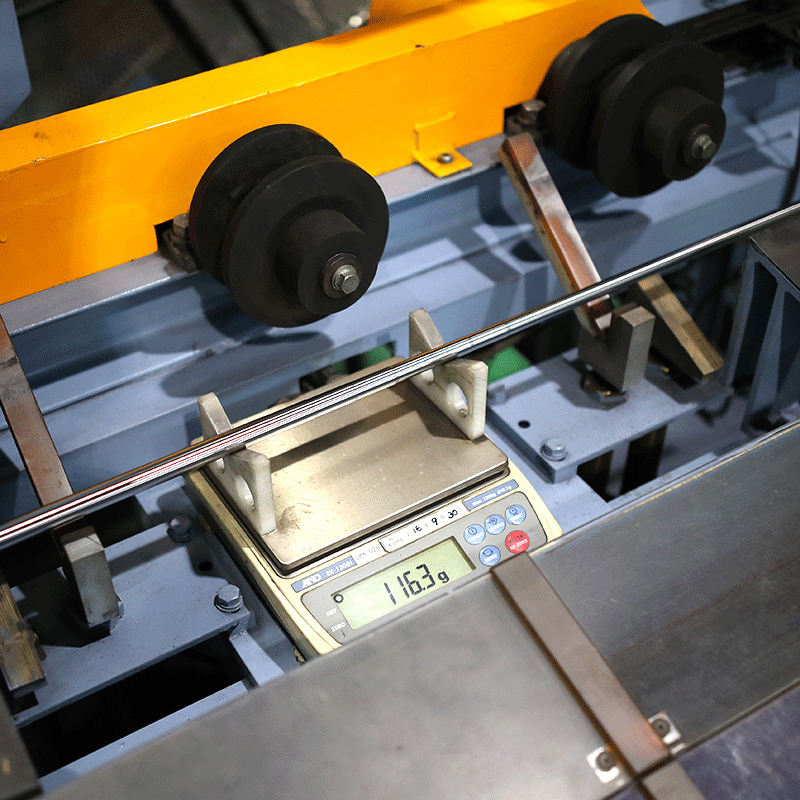
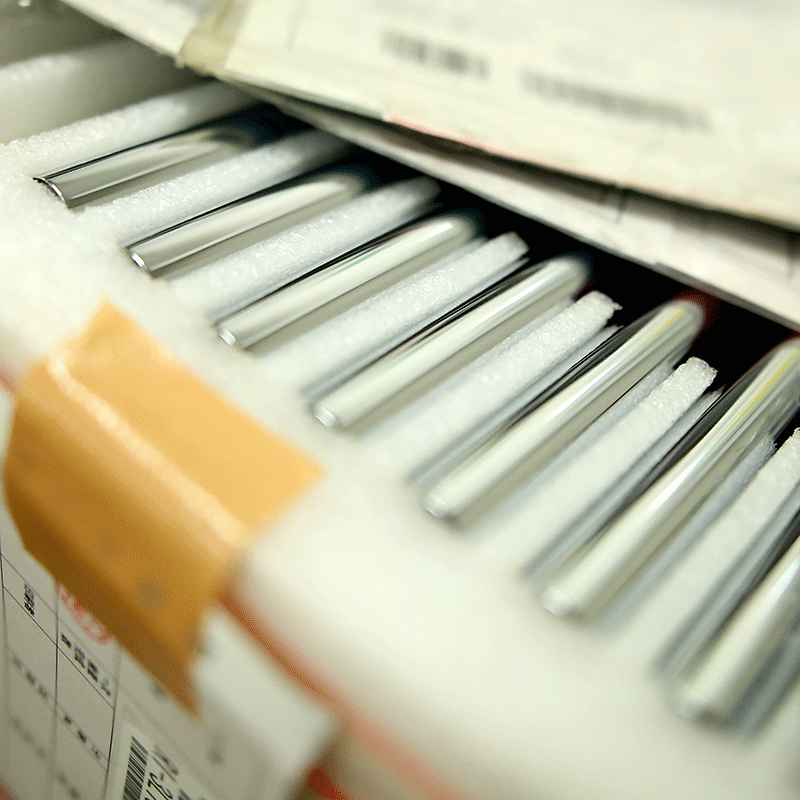
11. ŚáļŤć∑
Ś§ĖŤ¶≥ś§úśüĽ„ĀģŚĺĆ„ÄĀŚÖąÁęĮŚ§ĖŚĺĄ„āĄťáćťáŹÁ≠Č„āíŚÜćŚļ¶„ā™„Éľ„Éą„É°„Éľ„ā∑„Éß„É≥Ť®ąśł¨„Āó„ÄĀŤĘ荩į„āĀ„Āó„Ā¶ŚáļŤć∑„Äā

1. śĚźśĖôŤ£ĀśĖ≠
śĪā„āĀ„ā荮≠Ť®ą„Āꌟą„āŹ„Āõ„ÄĀÁ©ćŚĪ§„ÉĎ„āŅ„Éľ„É≥„āíśĪļŚģö„ÄāŚźĄ„āĶ„ā§„āļ„Āꌟą„āŹ„Āõ„Ā¶„āę„Éľ„Éú„É≥„ā∑„Éľ„Éą„āíŤ£ĀśĖ≠„Äā
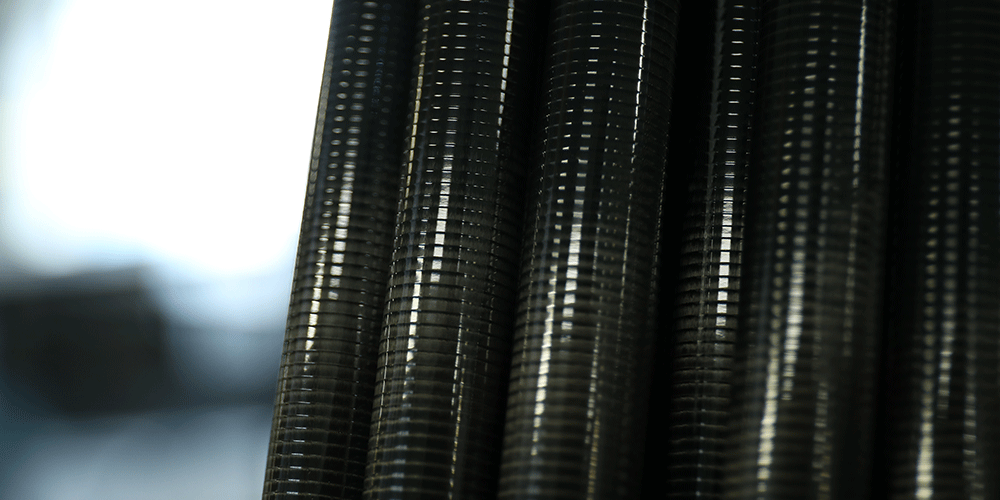
2. „É≠„Éľ„É™„É≥„āį
„ÄĆ„Éě„É≥„ÉȄɨ„Éę„Äć„Ā®ŚĎľ„Āį„āĆ„āčŤäĮťáĎ„Āę„āę„Éľ„Éú„É≥„ā∑„Éľ„Éą„āíŚ∑Ľ„Āć„Ā§„ĀĎ„āčŚ∑•Á®č„ÄāÁ®ģť°ě„Āę„āą„āäÁēį„Ā™„āč„ĀĆ„ÄĀ10ŚĪ§„āíŤ∂Ö„Āą„ā茆īŚźą„āā„Āā„āč„Äā
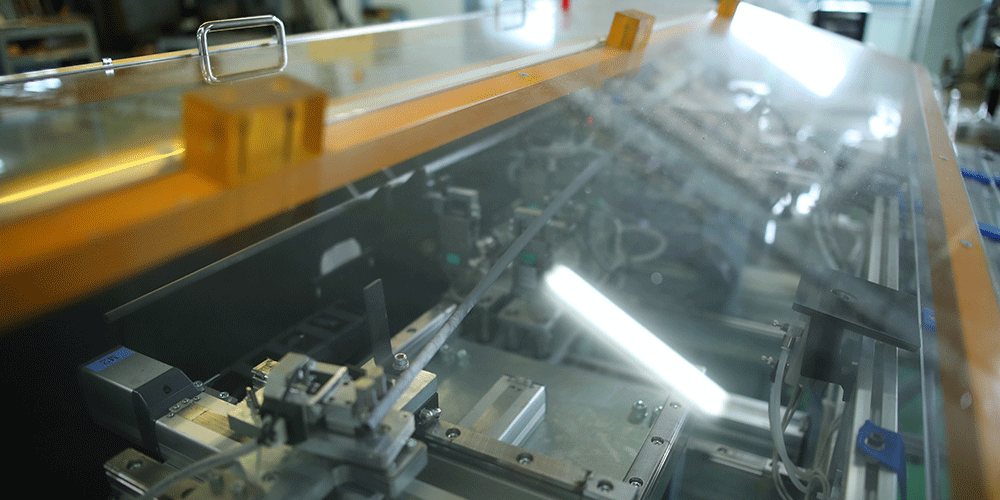
3. „ÉÜ„Éľ„ÉĒ„É≥„āį
Ť§áśēįŚĪ§„ĀęŚ∑Ľ„Āć„Ā§„ĀĎ„Āü„āę„Éľ„Éú„É≥„ā∑„Éľ„Éą„āí„ÄĆ„ā∑„É£„Éē„Éą„Äć„Ā®„Āó„Ā¶ŚĹĘśąź„Āē„Āõ„āč„Āü„āĀ„Āģ„ÉÜ„Éľ„ÉĒ„É≥„āįŚá¶ÁźÜ„ā퍰ƄĀÜ„Äā„ÉÜ„Éľ„ÉĒ„É≥„āį„ā퍰ƄĀ£„Ā¶„Āč„āČÁÜĪÁ°¨ŚĆĖ„Āē„Āõ„āč„Āď„Ā®„Āß„ÄĀ„ÄĆ„ā∑„É£„Éē„Éą„Äć„Ā®„Āó„Ā¶„ĀģŚĹĘ„Ā®„Ā™„āč„Äā
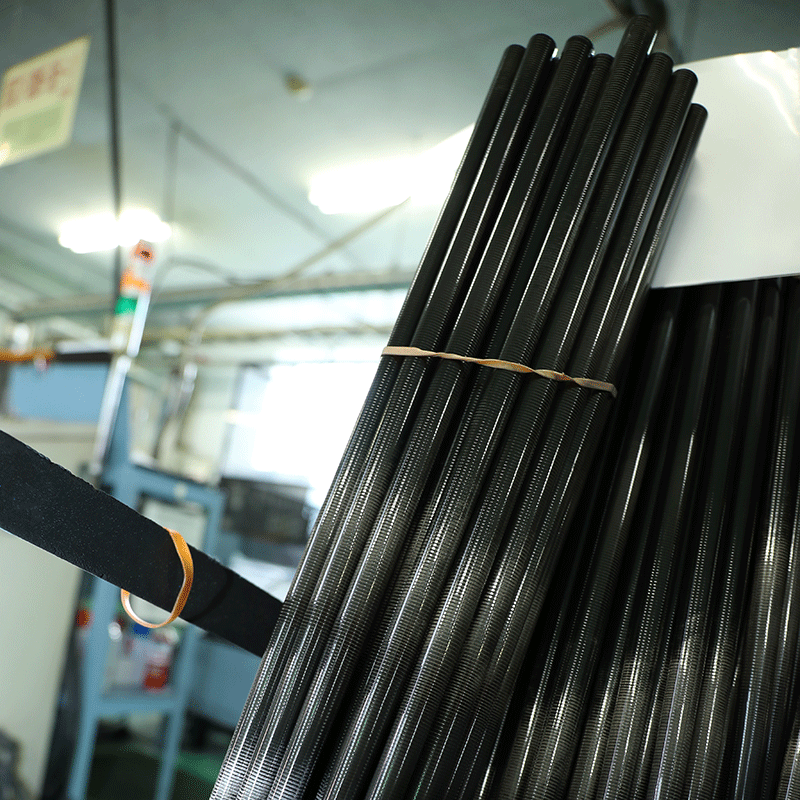
4. ÁÜĪŚá¶ÁźÜÁ°¨ŚĆĖ
„āę„Éľ„Éú„É≥ÁĻäÁ∂≠„āíÁĻč„Āé„Ā®„āĀ„āčś®ĻŤĄā„ĀęÁÜĪ„āíŚä†„Āą„āč„Āď„Ā®„ĀßÁ°¨ŚĆĖ„Āē„Āõ„āčŚ∑•Á®č„Äā„ÄĆ„āī„Éę„Éē„ā∑„É£„Éē„Éą„Äć„Ā®„Āó„Ā¶„ĀģŚĹĘ„ĀĆŚģĆśąź„Āô„āč„Äā
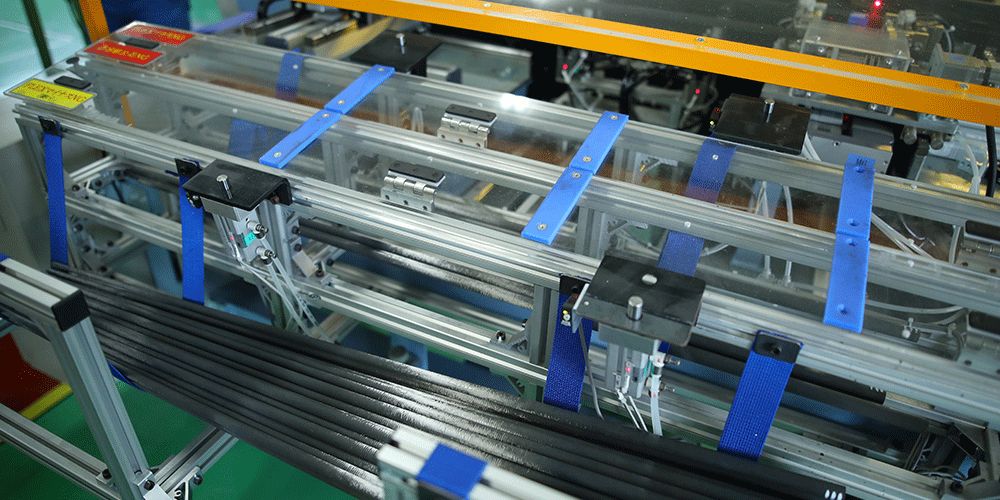
5. ŤĄĪŤäĮ„ÉĽÁ†ĒÁ£®
ŤĄĪŤäĮ/„āę„Éľ„Éú„É≥„ā∑„Éľ„ÉąŚ∑Ľ„Āć„Ā§„ĀĎ„ĀęšĹŅÁĒ®„Āó„Āü„Éě„É≥„ÉȄɨ„ÉęÔľąŤäĮťáĎԾȄā팾ē„Āćśäú„Āć„ÄĀŚźĆśôā„Āę„ÉÜ„Éľ„Éó„ā팧Ė„ĀôŚ∑•Á®č„Äā
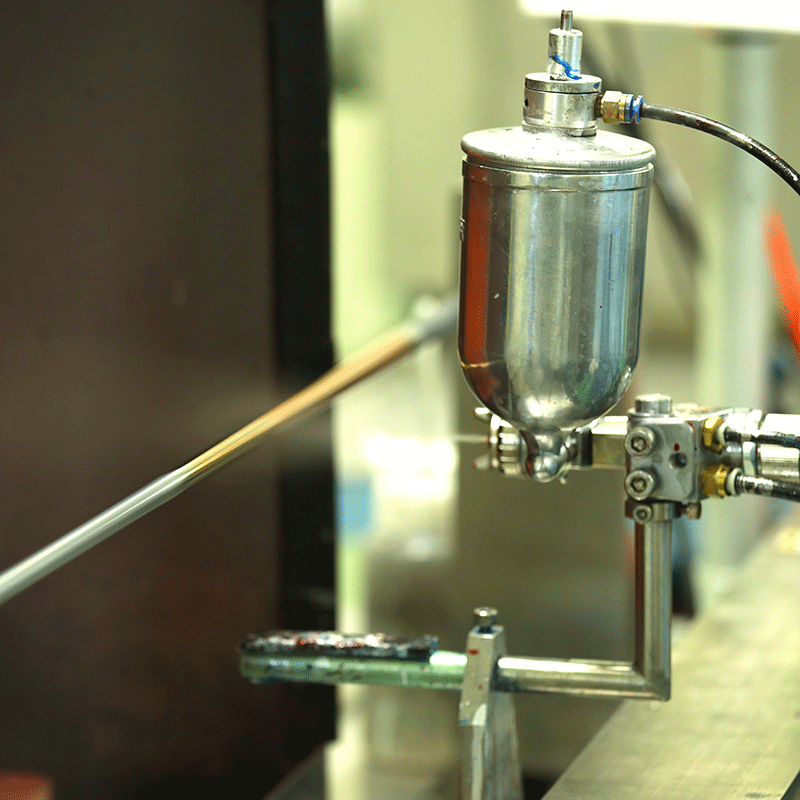
Á†ĒÁ£®/Ś°óŤ£Ö„ĀģšłčŚá¶ÁźÜ„ā퍰ƄĀÜÁāļ„ĀģÁ†ĒÁ£®„ā퍰ƄĀÜŚ∑•Á®č„ÄāŤ°®ťĚĘ„āí„Ā™„āĀ„āČ„Āč„Āę„Āó„ÄĀÁĺé„Āó„ĀĄŚ°óŤ£Ö„Āł„ĀģšłčŚúįšĹú„āä„ā퍰ƄĀÜ„Äā
6. ŚďĀŤ≥™„ÉĀ„āß„ÉÉ„āĮ
Ś§ĖŤ¶≥šĽēšłä„ĀíŚČć„ĀęŚďĀŤ≥™„ĀģśúÄÁĶā„ÉĀ„āß„ÉÉ„āĮ„ā퍰ƄĀÜ„ÄāŚĚᚳĜÄß„āíšŅĚ„Āü„āĆ„Ā¶„ĀĄ„āč„Āď„Ā®„ĀĆÁĘļŤ™ćŚáļśĚ•„Āü„ā∑„É£„Éē„Éą„Āģ„ĀŅ„ĀĆśúÄÁĶāŚ∑•Á®č„Āß„Āā„ā茰óŤ£Ö„ÉĽŚćįŚą∑Ś∑•Á®č„Āł„Ā®ťÄ≤„āď„Āß„ĀĄ„ĀŹ„Äā
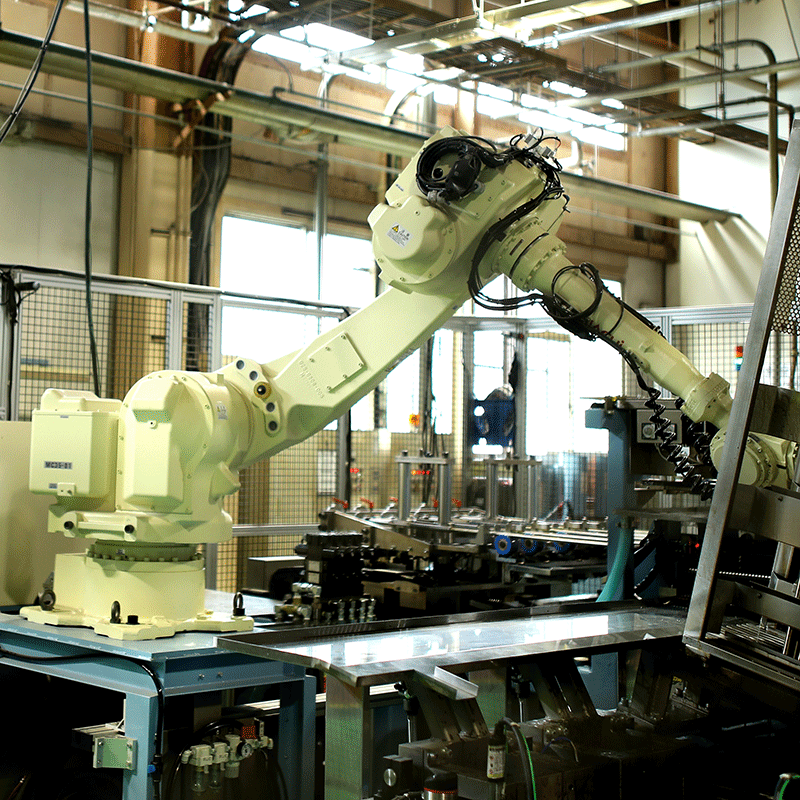
7. Ś°óŤ£Ö„ÉĽŚćįŚą∑
„āę„Éľ„Éú„É≥„ā∑„É£„Éē„Éą„Ā™„āČ„Āß„ĀĮ„Ā®„āā„ĀĄ„Āą„ā茰óŤ£Ö„āĄ„āę„É©„Éē„Éę„Ā™ŚćįŚą∑„āíśĖĹ„ĀôŚ∑•Á®č„ÄāŚ°óŤ£ÖŚ∑•Á®č„Āß„ĀĮ„ÄĀŚĺďśĚ•ŤĀ∑šļļśäÄ„Āę„āą„āčśČčšĹúś•≠„Āß„Āó„ĀčŚáļśĚ•„Ā™„ĀĄ„Ā®Ť®Ä„āŹ„āĆ„Ā¶„ĀĄ„Āü„Āó„ĀĒ„Ā挰óŤ£Ö„āí„ÄĀŚĹďÁ§ĺÁ訍ᙝĖčÁôļ„ĀߌįéŚÖ•„Āó„ĀüŤá™Śčē„Āó„ĀĒ„Ā挰óŤ£Öś©ü„ĀĆŤ¶č„āā„Āģ„Äā

8. Ś§ĖŤ¶≥ś§úśüĽ„ÉĽŚáļŤć∑
śúÄÁĶāŚ§ĖŤ¶≥ś§úśüĽŚ∑•Á®č„ÄāŚĺģÁīį„Ā™„ā≠„āļšłÄ„Ā§Ť®Ī„Āē„Ā™„ĀĄŚé≥„Āó„ĀĄś§úśüĽŚ∑•Á®č„āíÁĶĆ„Ā¶„ÄĀN.S.PRO„Āģ„ā∑„É£„Éē„Éą„ĀĆšłĖÁēĆ„ĀęÁĺĹ„Āį„Āü„ĀĄ„Ā¶„ĀĄ„ĀŹ„Äā




















